

在化工生产过程中,有机废气处理一直是企业面临的重要环保课题。这些废气成分复杂、浓度波动大,且往往含有毒性物质,传统处理方法难以有效解决。随着环保要求日益严格,化工企业迫切需要高效、经济的废气治理方案。郑州朴华科技有限公司作为河南地区比较受认可的环保设备生产厂家,针对化工行业有机废气处理的痛点,提供了多种定制化解决方案。
化工行业在生产过程中产生的有机废气具有种类多、毒性大、数量大等特点,处理难度较大。这些难题主要体现在以下几个方面:

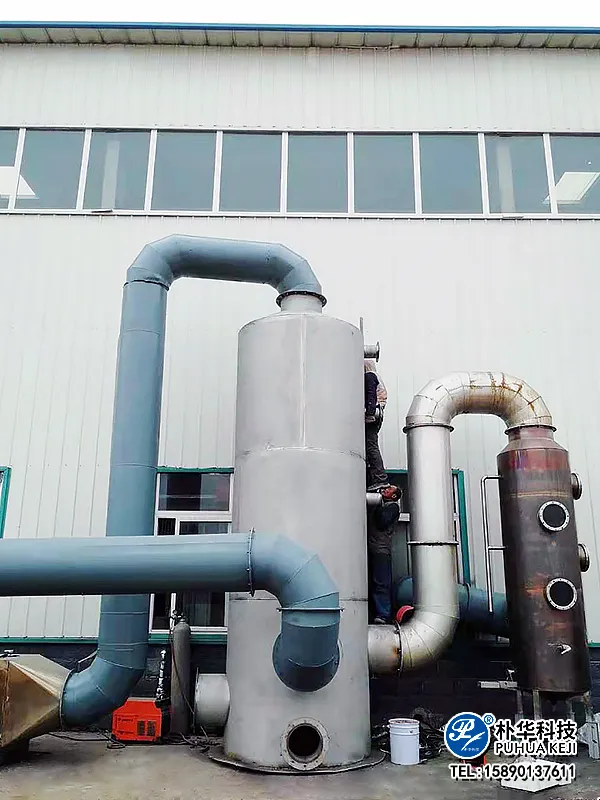
郑州朴华科技有限公司专业提供各种VOCs有机废气处理设备的设计和研发生产。针对化工行业有机废气处理的特殊需求,他们提供了多种技术方案,可根据废气特性、风量要求和处理标准进行灵活组合。
RCO蓄热式催化燃烧设备是一种结合了催化氧化与蓄热技术的高效废气处理设备。它通过在蓄热陶瓷层添加催化剂,使有机废气在200℃–400℃的中低温环境下就能彻底分解为CO₂和H₂O,避免了高温焚烧的能耗弊端。
这款设备具有净化效率高(实测处理效率稳定在97-99%)、运行成本低(利用废气燃烧热能自供热,正常运转时设备能耗降低70%)、安全防护完善等优势,特别适合处理中高浓度的VOCs废气。
对于大风量、低浓度的有机废气,朴华科技采用沸石转轮吸附浓缩技术,将低浓度、大风量的废气转化为高浓度、小风量的废气,再进行燃烧处理。这种技术大大降低了后续净化处理的能耗和运行成本。
沸石转轮催化燃烧设备适合处理低浓度、中等风量、温度低于50摄氏度、湿度低于90%的有机废气,对苯、甲苯、二甲苯、非甲烷总烃等有机废气处理有显著效果。
针对复杂成分的有机废气,朴华科技开发了吸附浓缩+RTO焚烧的组合工艺。该工艺先通过沸石转轮吸附浓缩(浓度提升5-20倍),然后将高浓度废气送入RTO焚烧室(温度850℃左右)进行彻底分解,最后回收利用焚烧热量。
这种组合工艺特别适合风量大、浓度低的场合,净化率能达到98%以上,热能回收率最高可达95%,比单独使用RTO节省约40%的燃气消耗。
郑州朴华科技为化工企业提供有机废气处理定制化解决方案的设计流程通常包括以下几个步骤:
这种定制化方案的优势非常明显:
| 处理工艺 | 适用场景 | 净化效率 | 主要优势 |
|---|---|---|---|
| RCO催化燃烧 | 中高浓度、小风量废气 | 97%-99% | 燃烧温度低,能耗低,无二次污染 |
| 沸石转轮吸附浓缩 | 大风量、低浓度废气 | 95%以上 | 浓缩效果好,降低后续处理能耗 |
| RTO+吸附组合 | 复杂成分、浓度波动大 | 98%以上 | 适应性强,运行成本低,安全性高 |
郑州朴华科技的定制化解决方案在多个化工行业项目中取得了显著效果:
案例一:河南某涂料厂废气处理改造
该企业废气成分复杂,包含二甲苯、甲苯等苯系物、醋酸乙酯等酯类溶剂以及少量酮类物质。最初使用单纯活性炭吸附,每月换炭费用高达七八万元。采用朴华科技的RTO+吸附组合工艺后,能耗成本从每月12万元降至3.5万元,排放浓度从超标2-3倍降至低于30mg/m³,设备维护频次也从每周2次减少到每月1次。
案例二:新乡某化工企业熔铸脱模废气处理
针对该企业熔铸脱模废气的特点,朴华科技设计了湿式静电油烟预过滤装置+高效干式过滤器+活性炭吸附RCO催化燃烧设备的组合方案。湿式静电油烟预过滤装置作为预处理系统,有效去除了废气中的油烟和颗粒物,为后续处理创造了良好条件。
案例三:某石油化工企业VOCs治理
针对反应釜排气等环节的VOCs治理,通过采用RCO催化燃烧技术实现资源回收,将氧化反应产生的热能转化为蒸汽回用于生产工艺,使整体能耗降低18%。
随着环保要求的不断提高和技术的进步,化工行业有机废气处理技术正在向智能化和集成化方向发展。未来的废气处理设备将更加智能,能够通过大数据和人工智能技术优化运行参数,提高处理效率,降低运行成本。
郑州朴华科技有限公司作为河南地区比较受认可的环保设备生产厂家,一直致力于VOCs治理技术的研发和创新。他们的产品线涵盖了RCO催化燃烧设备、RTO设备、光氧催化设备等多种VOCs治理设备,能够为用户提供高效、可靠、经济的废气解决方案。
不得不说,选择适合企业自身特点的VOCs治理设备非常重要。只有选择技术成熟、运行经济、维护方便的设备,才能真正实现可持续发展与环境保护的双赢局面。化工企业面对有机废气处理难题时,可以考虑采用定制化解决方案,根据自身废气特性和生产需求,选择最合适的处理技术和设备组合。
通过不断完善废气处理技术和方案,我们相信化工行业能够在保障生产的同时,实现对环境的影响最小化,为可持续发展做出贡献。