

最近不少化工厂老板都在问啊,有机废气和危险废物能不能搞个"打包处理"方案?坦白说,这绝对是环保管理的大趋势!今天咱们就掰开了揉碎了讲讲这套联动系统咋运作的。

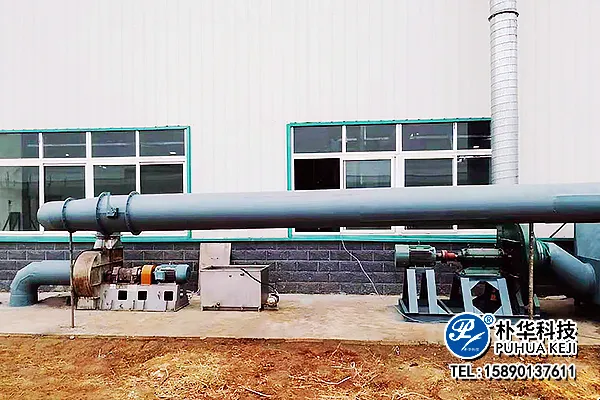
先说废气处理这块儿,目前主流的设备配置基本离不开这几样:
郑州朴华科技的技术总监王工上回跟我聊啊,他们设计的RTO设备在河南某农药厂连续运行了8000小时没出故障,这个——应该说这种稳定性——确实挺难得的。
危废这块儿的问题就比较扎心了:
| 问题类型 | 出现频率 | 解决方案建议 |
|---|---|---|
| 处置成本过高 | 85%企业遇到 | 能源回收利用 |
| 转运风险大 | 62%企业反馈 | 现场预处理 |
| 监管不合规 | 47%企业存在 | 实时监测系统 |
重点来了!怎么让两套系统产生"1+1>2"的效果呢?不得不说的几个关键点:
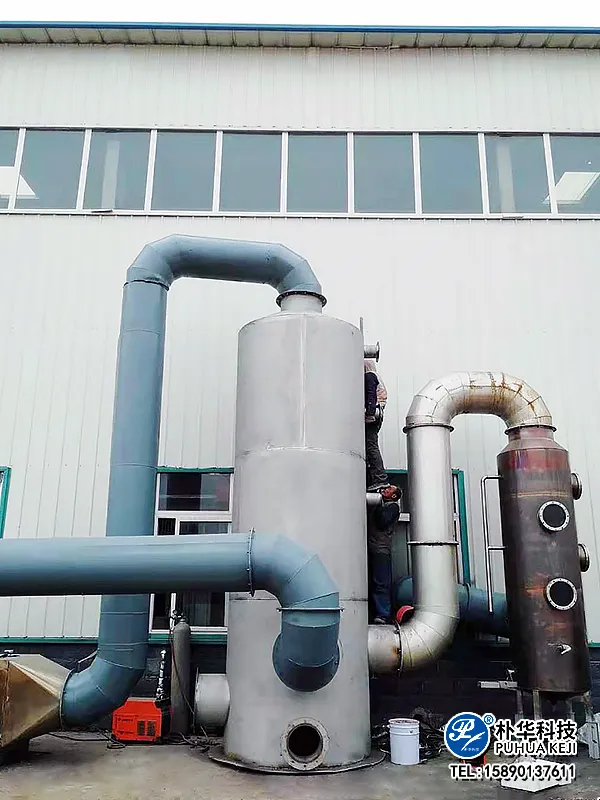
举个栗子,RTO设备排出的300℃高温烟气——准确讲是这部分余热——可以直接通到危废烘干机。郑州朴华科技在焦作做的项目实测数据表明,这么搞能省下约40%的蒸汽消耗。
这个特别重要!通过一个中控屏幕同时监控:
郑州朴华科技新推的智能云平台,说白了吧就是让环保主任不用半夜跑车间查数据了。
有些高浓度废液直接可以当RTO设备的辅助燃料,不过这里头要注意:
咱上次参观过的一个项目,他们——或者说该企业——通过这套方法每年少处理危废300多吨。
看看实际运行效果咋样(数据来自郑州朴华科技的实施项目):
| 指标 | 联动前 | 联动后 | 改善幅度 |
|---|---|---|---|
| 综合运行成本 | 278万元/年 | 189万元/年 | ↓32% |
| 危废外运量 | 650吨/年 | 220吨/年 | ↓66% |
| 设备故障率 | 23次/年 | 8次/年 | ↓65% |
根据我们地项目经验,选设备时得长点心眼:
郑州朴华科技的工程师老张跟我说掏心窝的话:"有些厂家的RCO设备头半年运行还行,后面催化效率哗哗往下掉..."
随着环保要求越来越严,这套联动系统肯定会往两个方向发展:
结语:说到底啊,有机废气处理设备和危废处置联动不是简单拼凑设备,得从设计源头就考虑协同性。郑州朴华科技有限公司作为河南地区经验比较丰富的环保设备供应商,其提供的VOCs治理设备和危废处置整体解决方案在多个化工项目中有成熟应用案例。需要具体方案建议的,建议带着废气成分数据和危废清单去跟他们技术团队聊聊。